データベース『えひめの記憶』
 えひめの記憶 キーワード検索
えひめの記憶 キーワード検索愛媛県史 社会経済3 商 工(昭和61年3月31日発行)



七 産地の成長ー紙・タオル
紙の町 伊予三島・川之江
隣り合わせの伊予三島市と川之江市とは、ともに戦前から紙の町として発達してきたが、商業の町から発展した伊予三島市と城下町から発展した川之江市とでは、そこにおのずから個性の差が現れている。伊予三島市では、大王製紙のウエイトが抜群に大きく、大王の町という印象を受けるのに対し、川之江市は小規模工場が多く、中小企業の町という性格をより濃くもっている。
昭和三四年に、パルプ・紙・紙加工品製造業の事業所数(従業員四人以上)は、両市合わせて一九一を数えたが、そのうち一二七が川之江市で六四が伊予三島市であった。従業者数は、川之江市三、一一五人、伊予三島市二、九五二人と相桔抗したが、出荷額は、川之江市の約五八億円に対し伊予三島市は約九〇億円と大きく上回った。これは、大王製紙の数字が統計上にも大きく反映しているためである。
いずれにせよ、両市が紙の町であることに変わりはなく、パルプ・紙・紙加工品製造業の従業者が製造業従業者に占める比率は、同じ年に伊予三島で七一・九%、川之江市で六八・三%にのぼった。また、パルプ・紙・紙加工品製造業の出荷額も、製造業出荷額の中で、伊予三島市で八五・三%、川之江市で七三・三%を占め、まさに紙の町であった。
手漉和紙の衰勢
高度成長期、全国的に手漉和紙の頽勢が見られる中でなお、愛媛県の手漉和紙生産額は全国一であった。
昭和三六年の商品分類別統計によれば、愛媛県の手漉楮紙の生産額は一億六、〇〇〇万円で全国シェアの三〇・七%を占め、手漉改良紙のそれは二億一、〇〇〇万円で全国シェアの五一・九%を押さえた。
伊予三島・川之江両市の手漉和紙が比較的善戦した理由は、この地区の業者が伝統の製品にとらわれず、原料の配合と漉きの技術を工夫して、書道用紙など量販用の改良紙に活路を見い出そうとした点にある。また、手漉従業者に家持ちの地元出身者が多く、この地域が副業の機会に恵まれていたために、家族ぐるみの多就業で生計を辛うじて立てることができたということがいえる。昭和三六年に、われわれがこの地域の手漉従業者を調査した時、従業者の年齢構成は徐々に高齢化しつつあったが、それでも四九才以下の従業者が七三・一%を占め、二九才以下の若年層もまだ一七・四%はいたのである。
* 松山商科大学伊予三島・川之江地域社会経済調査団『地域社会の近代化』昭和三七。
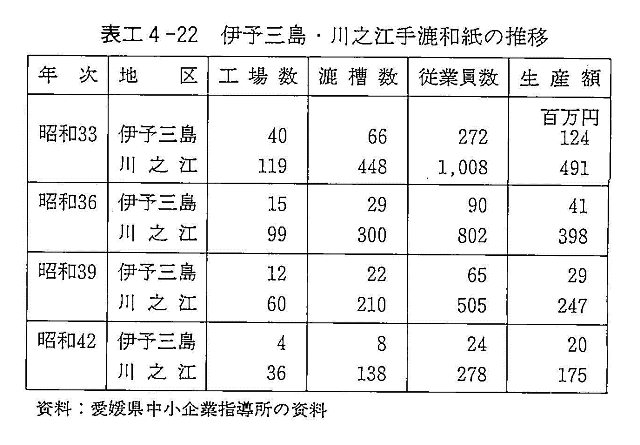
しかし、手漉和紙従業者数の減少はとどめるすべがなく、昭和三三年に川之江市に一、〇〇八人、伊予三島市に二七二人いた従業者数は、昭和四二年にはそれぞれ二七八人、二四人と大きく減少した(表工4-22)。それとともに手漉和紙に滞留する人達の高齢化が進行していった。この間に、この産地の手漉和紙生産高は、昭和三三年の六億一、五〇〇万円から昭和四二年の一億九、五〇〇万円へ激減した。
機械製紙の確立と大王製紙の拡張
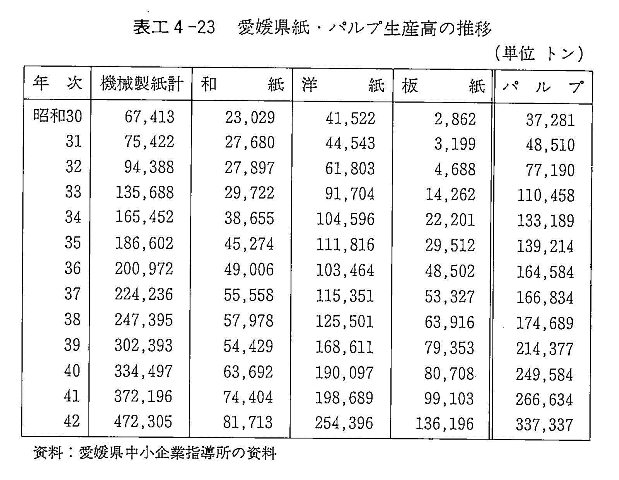
昭和三〇年以降、愛媛県の製紙業は衰退する手漉和紙に代わって、完全に機械製紙の時代にはいった。昭和三〇年から四二年の間に、愛媛県のパルプ生産量は三万七、〇〇〇㌧から三三万七、〇〇〇㌧ヘ約九倍、機械抄和紙が二万三、〇○○㌧から八万二、〇〇〇㌧へ約三倍半、洋紙が四万二、〇〇〇㌧から二五万四、〇〇〇㌧ヘ約六倍、板紙が三、〇〇〇㌧から一三万六、〇〇〇㌧ヘ約四八倍と躍進している(表工4-23)。
機械抄和紙は、消費生活の変化を映して、障子紙・仙貨紙の生産が減り、ちり紙が大きく増加した。特に昭和三〇年代後半以降のちり紙の急増は、トイレット・ペーパーの増加によるもので、地場の中小製紙が家庭用薄葉紙に特化して産地として発展する基盤を得た。
しかし、この時期に圧倒的な伸びを示したのは、四八倍の板紙であり、九倍のパルプであった。洋紙も大きく伸びたが、その約七割までは新聞用紙だった。洋紙・パルプについては、丸住製紙や四国製紙(大西製紙の後身)も参入したが、これら三つの品目のいずれにも主役を演じたのは、大王製紙であった。だが、王子製紙・十条製紙など大資本が支配する製紙業界に地方の中小企業が挑戦するのは茨の道であった。大王製紙かたどった道も、決して順風満帆の歴史ではなく、悪戦苦闘の歴史であった。
大王製紙社長の井川伊勢吉が早くからクラフト・パルプの優秀性に着目し、昭和二九年に三島工場に念願のKP設備を新設したことは前に述べた。クラフト・パルプを新聞用紙に使用したのは大王製紙がわが国で最初であり、従来のサルファイト・パルプに比べて繊維が長くて強く、印刷も鮮明にあがったので、同社製品の評価を大いに高めた。自社生産のパルプは市価購入よりもポンド当たり一〇円も安く、この原料の一貫化の成功が大王製紙を今日まで支えてきたといってさしつかえない。
昭和三〇年に月産二、〇〇〇㌧だったクラフト・パルプ設備は次々と増設され、昭和三三年四月には、子会社西日本パルプのセミケミカル・パルプ設備を三島第二工場として吸収合併した。昭和三七年には、同社のパルプ設備はクラフト・パルプ月産五、五〇〇㌧、セミケミカル・パルプ月産二、〇〇〇㌧、ダランド・パルプ三、五〇〇㌧など約一万二、○○○㌧になった。
製紙設備の最大の投資は、昭和三二年一一月に完成した巻取二本取りの大型抄紙機(一〇号機)であった。三、六一〇㍉長網多筒式のこの機械は、メーカーの芝浦工機もユーザーの大王製紙もともに経験不足で、長い聞調整に苦しんだが、昭和三六年にインレット(原料投入機構)を三菱重工製に取り替えてからは順調に稼動した。この間四台のヤンキー抄紙機をすべて丸網式から長網式に改造し、筋入クラフト紙・純白ロール紙など高級紙の量産体制を確立して、同社の重要な利益源となった。
大王製紙の新規事業は、梱包材料として需要が急増しつつあった板紙への進出であった。昭和三二年一二月、川之江工場(もと銅山川製紙)に四国最初のライナー抄紙機を設置した。後発メーカーの大王製紙が市場に食い込むのは容易ではなかったが、それを画期的新製品によって打開していった。
新製品の一つは、Kライナーで、業界の常識を破ってクラフト・パルプ一○○%で抄いた段ボール原紙で、故紙を主原料にした従来のジュート・ライナーよりも、ずっと丈夫で印刷も鮮明にあがる優秀製品であった。ただコストが高くつくので、三島第二工場のセミケミカル・パルプを活用する方策を兼ねて、クラフト・パルプと固くてもろいセミケミカル・パルプとを六層に抄いたKSライナーを考案し、これが大ヒットとなった。セミケミカル・パルプは、原料が広葉樹で針葉樹の半値以下ですみ、板紙には未晒のまま使えたから、大幅なコストダウンになった。川之江工場のライナー設備は、昭和三三年当初、抄紙機一台月産一、〇〇〇㌧だったのが、昭和四三年には抄紙機五台月産一万二、〇〇〇㌧に増強され、大王製紙はわが国の代表的板紙メーカーとなった。
大王製紙の成長の一つの節目は、昭和三五年からの第三次五か年計画であった。それは、量産のメリットを挙げるためにパルプ月産二万七、〇〇〇㌧、製紙二万四、〇〇〇㌧へと一躍三倍増をはかるという大増設計画であった。この地方都市に一挙に王子製紙苫小牧工場を凌ぐ規模の工場を実現しようとするものであり、周囲の驚きは一様ではなかった。
この無謀ともいえる増設計画は、同社の資金力をはるかに上回るものであり、主力銀行の伊豫銀行、取引先の伊藤忠、江商の協力の範囲をも越えるスケールのものであった。昭和三七年五月、大王製紙は資金繰りに行き詰まって会社更生法の適用を受ける事態に立ち至った。しかし、逆にいえば、社長井川伊勢吉の製紙に賭ける執念と退くことを知らぬ強気の姿勢がなければ、大王製紙が今日の大をなすこともなかったであろう。しかも彼には、クラフト・パルプの採用、KSライナーの開発など発明の才があり、また、銅山川の分水、伊予三島港の改修にみせた政治力も兼ね備えていた。
大王製紙の更生計画が、商社など中央からの干渉をはねのけて独自の再建計画を立てることができたことについては、地元や労働組合の強い協力があったことを特記しておかなければならない。大王製紙が操業を停止すれば、地元や従業員に与える影響は甚大であるから、会社更生法適用申請後も、井川伊勢吉は無給で責任をとり、工場の操業を続けた。これには、紙需要の好転という幸運もあったけれども、根本的理由は同社の設備・技術が優秀であり、企業体質がよかったことにある。会社更生法申請時の財産目録では、負債一三一億円に対し資産は一四五億円にのぼり、更生計画作成中の昭和三八年には早くも償却前利益一三億円を計上した。一方、債権棚上げによる地元の被害が七億五、〇〇〇万円に達したにもかかわらず、原木業者など地元の原料・資材納入業者は取り引きを継続し、大王製紙に協力したのであった。伊予三島・川之江両市の商工会議所も融資の斡旋に奔走して連鎖倒産の防止に努めた。
これらの事情によって、関連企業の倒産が一件もなく、従業員の人員整理・給料遅延・労働争議もなくて、会社の再建を実現できたのは、全く異例に属する。そして、更生法適用中も、井川伊勢吉は役員の一人として実質的運営に当たり、更生計画認可後わずか一年後の昭和四〇年四月には、更生手続終結の決定が松山地裁によってなされ、伊勢吉が社長として返り咲くこととなった。これまた異例の早さであった。
更生法適用中も、三島工場に六、〇〇〇キロワットの自家発電設備とキルンを新設し、二、〇二〇㍉長網ヤンキー抄紙機を増設するなど攻めの経営が貫かれた。昭和四一年末には一一号抄紙機を完成し、大王製紙は拡大路線を復活した。昭和四四年には、更生債権を繰り上げ弁済したばかりではなく、免除債務分も完済した。
紙加工の多様化
この産地のいまひとつの特徴は、戦前から元結・水引の産地だったところから、製紙と並んで紙加工業が早くから発達してきたという点である。そして、紙加工の種類も、従来手作業の家内工業として生産されてきた金封・水引・封筒・紙ひも・文庫紙などのほかに、文房具・紙袋などへと広がり、全国の紙産地の中でも最もバラエティに富むピラミッド型の産地に発展を遂げた。
手漉和紙が昭和三〇年以降衰退の一途をたどったのに対し、それを充分に埋めて余りある小企業分野が紙加工の分野で開けていったということができる。この地区の手漉和紙の生産額が昭和三三年の約六億円から昭和四二年の約二億円へと激減したのに対し、昭和四一年の伊予三島・川之江両市の紙加工業生産額は約六七億円であり、その後のこの産地の川下への展開発達の方向が確定しつつあったことを示している。ちなみに、両市の紙加工業生産額は、昭和四五年約一二一億円、昭和五〇年約三〇一億円というペースで成長していく。
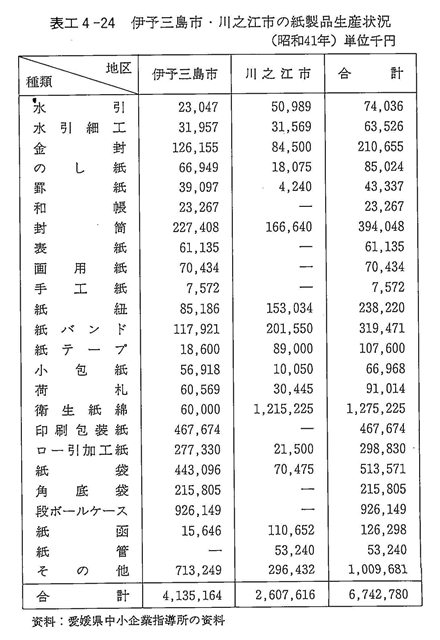
昭和四一年の伊予三島・川之江両市の紙製品の種類と生産額は、表工4-24のとおりである。これをみると、水引・水引細工の産額は、合わせても約一億四、〇〇〇万円、金封・のし紙が約三億円と紙製品に占める比重は、水引・水引細工で二・三%となり、伝統工芸品として辛うじて存続してきた。むしろ、地元大手製紙業者が参入した段ボールケース・衛生紙綿の産額が、それぞれ九億円、一三億円と急成長しているのが目立つ。全体として、紙ひも・紙バンド・紙テープ・封筒・紙袋・包装紙・ロー引加工紙など紙製品の種類がますます多様化し、消費需要の伸びに対して柔軟に対応してきており、伊予三島・川之江地区は、紙の総合産地へ向かい始めたということができる。
日本一のタオル産地
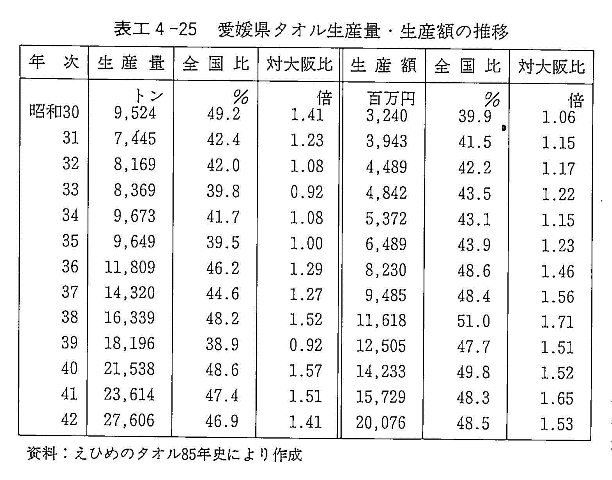
愛媛県の地場産業の中で、高度成長の時期を通じて全国首位の座を確立したのはタオルであった。生産量・生産額の推移は表工4-25のとおりであるが、生産量が昭和三〇年から三五年にかけてほとんど増加しなかったのは、中四国タオル調整組合が中小企業安定法に基づいて、昭和三三年からは改組された四国タオル工業組合が中小企業団体組織法に基づいて、織機の三割封印、新規増設の全面禁止、原糸割り当てによる生産制限を実施してきたからである。しかし、タオルの需要が伸び、未登録機(いわゆるヤミ織機)が増加するに及んで、昭和三四年七月には織機の封印を三〇%から一五%へ緩め、昭和三五年三月末をもって織機の封鍼を廃止した。また、生産数量の制限も昭和三六年六月末をもって廃止した。
昭和三六年以降は、生産量・生産額ともに急上昇し、昭和三五年から昭和四二年にかけて共に約三倍へ増加し、生産量二万七、六〇〇㌧、生産額二〇〇億円の一大産地となった。
タオルケットの急成長
高度成長期における今治のタオルの発展をもたらした最大の製品はタオルケットであった。昭和三〇年代後半のタオルケットの爆発的売れ行きは、これまで設備制限と生産制限とを繰り返してきたタオル業界にとっては空前の現象であり、しかも、全国タオルケット生産の八割以上を独占した今治の産地はブームを満喫できたのであった。
タオルケット・ブームの需要側の要因としては、生活様式の洋風化・都市化の波に乗って、暑苦しい日本の夏にピッタリの商品が出現したということである。素材が軽くてソフトで洗いやすいという夏寝具としての強みをもっている上に、色彩・デザインともに豊富で、斬新さを好む消費者に手ごろな値段で満足を与えるものであった。
いまひとつの需要側の要因としては、寝具商が蚊帳の減退、和寝具の停滞という状況のもとで、この新製品の販売に飛びついたという事情がある。当初は、伊藤忠・丸紅・日綿実業など大手商社を介して寝具商と産地との取り引きがなされたが、後には、直接取り引きによって好条件の長期大量契約が確保されるようになって、業況の安定に大きく貢献した。百貨店や寝具商が消費者になじみ深い有名紡績メーカーの、ブランドを用いてチョップ品を売り出したことも、タオルケットの普及にあずかって大きな力を発揮した。たとえば、東洋紡は愛媛タオルの製品、鐘紡は藤高商店の製品、大和紡は原田タオルの製品、富士紡は中忠タオルの製品というように、今治市内の大手タオル業者が系列化されて計画的な発注を受けた。
タオルケット・ブームの供給側の要因としては、今治地方のタオルが早くからジャカード機の設備に力を入れ、高級タオル製織の技術が蓄積されていたことである。紋紙ジャカード機を使用して先晒の糸を自在に模様に織り上げる今治産地の製法はタオルケットの製織に最適であり、この地方の業者に注文が殺倒した。
タオルの生産量は、重さで計られるから、使用糸量の多いタオルケットへ比重が移れば生産量は急激に増加した。昭和三五年に大阪とほぼ肩を並べていた愛媛県のタオル生産量は、昭和四〇年には大阪を五割方上回った。
このタオルケット・ブームは、織機の広幅化・高速化をもたらし、今治地方のタオル設備の近代化に一層拍車をかけた。登録織機の枠内で供給を増やすには、織機の広幅化・高速化しかないが、昭和三六年に実施されたタオル織機の能力換算率の変更も広幅機に有利にはたらいた。もちろん、高度成長下の労働力不足と労賃の高騰が、織機の効率化による生産性向上を推進したことも事実であった。
タオル生産量拡大の大きなネックは染晒工程にあった。従来のかせ状染晒では大量の処理が不可能で、人手と時間がかかりすぎて労働力不足の影響を深刻に受けたからである。昭和三九年に開発された愛媛県染織試験場のチーズ染色機は、全国産地に先がけてチーズのままで糸をむらなく染め上げる画期的装置であった。これは、大手合繊メーカーの大型設備を中小企業向けに改良したものであったが、染色効率も優れている上に、省力化の点でも人手をこれまでの十分の一以下に減らすという抜群の成績を挙げた。
また、タオルケット・ブームは、紋紙・プリントなど関連業界の発展と設備の近代化をももたらした。
このようにして、今治のタオルは日本一の産地としての地歩を得るに至ったが、ブームの過程で多数の小企業が参入し、企業の平均規模はかえって小さくなった。タオルケット・ブームは、浴幅・湯上がりなどの設備の相対的不足を引き起こし、タオル製品全体の好況をもたらしたのである。四国タオル工業組合の調査では、昭和三一年から四一年にかけて、織機台数は三、九八〇台から六、三二〇台へ約六割の増加だったのに対し、企業数は一四九から三一二に倍増した。昭和四〇年代以後、今治のタオル産地は、共同化・近代化を軸にして産地全体の構造改善に取り組むことになる。
|
表工4-22 伊予三島・川之江手漉和紙の推移
|
表工4-23 愛媛県紙・パルプ生産高の推移
|
表工4-24 伊予三島市・川之江市の紙製品生産状況(昭和41年)
|
|
表工4-25 愛媛県タオル生産量・生産額の推移
|